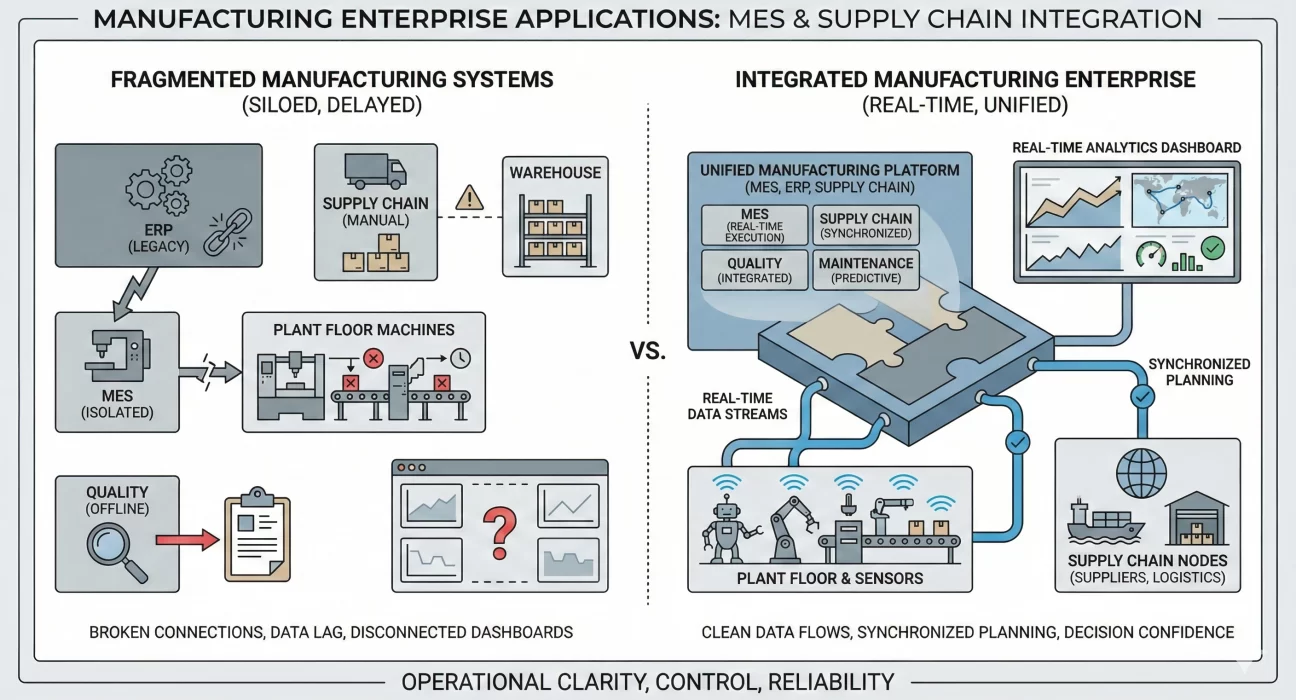
Manufacturing executives face a persistent problem. Your plants generate enormous amounts of data, but getting actionable information when you need it remains surprisingly difficult. Production reports arrive hours after shifts end. Supply chain visibility stops at your loading dock. When quality issues emerge, tracing the root cause means pulling together information from six different systems that don’t talk to each other.
The standard response has been to implement Manufacturing Execution Systems, upgrade supply chain platforms, and add visibility tools. Tens of millions get spent. Integration consultants promise seamless data flow. Two years later, you have more systems but not necessarily more clarity. The fundamental problem hasn’t changed. Your operations generate information in one structure, your systems store it in another, and your decision-makers need it in a third.
Why Manufacturing Systems Fragment Over Time
Most large manufacturers didn’t choose to run disconnected systems. The fragmentation happened gradually as the business evolved. You acquired a competitor and inherited their plant systems. You implemented a new ERP but kept the manufacturing systems that worked. You added quality tracking tools when regulatory requirements changed. Each decision made sense at the time.
The challenge compounds because manufacturing systems serve different purposes with different priorities. Your ERP manages financial transactions and needs data that matches your accounting structure. Your MES tracks production execution and needs real-time machine data. Your supply chain platform optimises logistics and needs predictive information about capacity and constraints. These aren’t just different systems. They’re different models of how your manufacturing operation works.
Integration becomes the permanent project that never quite finishes. You build connections between systems. You maintain mapping tables that translate data structures. You employ people whose entire job is extracting information from one system and reformatting it for another. The cost isn’t just technical. Every handoff introduces delay. Every translation creates opportunity for error. Every manual step reduces your ability to respond quickly when conditions change.
The Real Cost of Limited Visibility
When manufacturing executives talk about visibility, they usually mean knowing what’s happening on the plant floor right now. That’s important, but it’s only part of the problem. Real visibility means understanding the connection between what happened on second shift Tuesday and the quality complaint that arrived Friday. It means knowing whether a supply disruption next week will actually impact customer commitments or whether you have flexibility in your production schedule.
Limited visibility forces conservative decision-making. Your planners add buffer inventory because they can’t reliably predict when materials will arrive or when production capacity will be available. Your operations team runs extra quality checks because they can’t trace which specific inputs or process conditions created problems in previous batches. Your maintenance group schedules downtime conservatively because they don’t have clear data on actual equipment condition and failure patterns.
Each of these protective measures costs money. Buffer inventory ties up working capital and warehouse space. Extra quality checks slow throughput and add labour cost. Conservative maintenance scheduling reduces available production time. These costs are real, but they’re often invisible in your financial reporting because they look like normal operating expenses rather than the consequence of inadequate systems.
The strategic cost matters more. Manufacturers compete on reliability, quality, and the ability to handle complexity that others can’t manage. When your visibility is limited, you can’t take on the complex orders or make the delivery commitments that would differentiate your business. You end up competing on price for standard products because you lack the operational confidence to do anything else.
What MES Actually Needs to Deliver
Manufacturing Execution Systems were supposed to solve the visibility problem. Connect your machines. Track your production. Capture quality data. Generate real-time reports. For some manufacturers, MES implementations delivered on these promises. For many others, the results fell short.
The gap usually appears in how MES implementations handle the complexity of actual manufacturing operations. Standard MES platforms assume relatively clean production flows. Materials arrive when scheduled. Processes follow documented sequences. Equipment performs consistently. When your actual operations involve frequent changeovers, custom configurations, or materials with variable characteristics, the standard MES model breaks down.
Your team ends up with a system that tracks what happened but doesn’t help them respond to what’s happening now. The data is there, but accessing it requires running reports or navigating through screens that weren’t designed for real-time decision-making. Operators and supervisors still rely on experience and institutional knowledge rather than system information because the system can’t provide answers quickly enough to be useful.
The integration challenge makes this worse. Your MES needs information from your ERP about orders and materials. It needs to send information to your quality systems about test results. It needs to coordinate with your supply chain platform about capacity and timing. Each integration point becomes a potential failure point. When one system goes down or data doesn’t sync properly, your entire operation loses visibility until the problem gets resolved.
Supply Chain Integration That Actually Works
Supply chain visibility in manufacturing means different things depending on where you sit in the organisation. Your procurement team needs to know when materials will arrive and whether suppliers can meet your requirements. Your production planning team needs to know what commitments exist and what capacity is available. Your logistics team needs to know when finished goods will be ready and how to optimise shipments.
These different needs require different data at different levels of detail. Standard supply chain platforms try to serve all these audiences with a single data model. The result is often a system that provides too much information for some users and not enough for others. Reports become complicated because they’re trying to accommodate multiple perspectives that don’t naturally align.
The real-time requirement creates additional pressure. Supply chain conditions change constantly. A delayed shipment. An unexpected quality hold. A customer request to expedite an order. Your supply chain systems need to reflect these changes immediately and propagate the implications to everyone affected. Batch updates that run overnight don’t meet the requirement. By the time people see yesterday’s data, they’re already making decisions based on conditions that have changed.
Effective supply chain integration in manufacturing requires purpose-built connections between your operational systems and your planning systems. Not generic integration tools that move data back and forth, but intelligent connections that understand what the data means and how changes in one area affect decisions in another. Building these connections requires deep understanding of both your manufacturing processes and your supply chain logic.
How Ozrit Approaches Manufacturing Applications
Ozrit works with manufacturers who need systems that fit their actual operations rather than forcing operations to fit standard system models. Our approach starts with understanding your production flows, your decision points, and where information breaks down today. We’re not implementing a product. We’re building applications that match how your business actually works.
The team structure reflects the complexity of manufacturing systems. A typical engagement includes fifteen to twenty people with specific manufacturing experience. These aren’t generic application developers learning about manufacturing on your project. They’re engineers who understand production scheduling constraints, quality traceability requirements, and the integration patterns that connect plant floor systems to enterprise platforms.
Senior team members stay involved throughout delivery. The people who design your system architecture are the same people who review code and validate that the implementation meets your operational requirements. This eliminates the common problem where the design is solid but the implementation drifts because the builders don’t fully understand the manufacturing context.
Our onboarding process for manufacturing engagements takes three to four weeks. We spend time on your plant floor, talking to supervisors and operators, understanding how work actually gets done when systems aren’t available or when conditions don’t match the standard process. This ground-level understanding shapes every technical decision we make. If operators can’t use a feature during a production run, that feature isn’t finished regardless of what the specification says.
Development timelines for substantial manufacturing applications typically run twelve to eighteen months. That includes time for pilot testing in production environments, validation that data accuracy meets your quality requirements, and the training needed to ensure your team can operate and maintain the system. We don’t hand you software and walk away. We deliver working systems that your organisation is ready to use.
After go-live, manufacturing systems require ongoing support because production environments never stop changing. Our 24/7 support model ensures that when you have a problem during second shift or on a weekend, you can reach people who know your system and can actually fix issues rather than just logging tickets. The same team that built your application remains available for enhancements as your production requirements evolve.
Technology Choices for Manufacturing Environments
Manufacturing applications have specific technical requirements that differ from typical enterprise software. Response time matters because operators make decisions in seconds, not minutes. Reliability matters because production downtime is expensive. Data accuracy matters because quality and compliance depend on it.
We build manufacturing systems using proven technology stacks that are supportable over ten-year timeframes. Your plant floor systems will outlast trends in software development. The applications that connect to those systems need the same longevity. This influences everything from database architecture to how we handle real-time data streams from equipment.
AI and machine learning get incorporated where they solve specific problems. Predictive maintenance models that identify equipment issues before failures occur. Quality prediction that catches process drift before bad product gets made. Production scheduling optimisation that accounts for dozens of constraints simultaneously. These capabilities deliver measurable value in reduced downtime, lower scrap rates, and better capacity utilisation.
The integration architecture matters as much as the applications themselves. Your manufacturing systems need to work with equipment from multiple vendors, ERP platforms that may change over time, and quality systems that have to meet regulatory requirements. We design integration layers that can adapt as your environment evolves without requiring complete rebuilds.
Moving Beyond System Integration to Real Visibility
The goal of better manufacturing systems isn’t to have better systems. It’s to make better decisions faster. That requires moving beyond system integration to actual operational visibility. Not dashboards that show you what happened yesterday, but decision support that helps your team respond to what’s happening right now.
Real visibility means your production supervisor knows immediately when a quality parameter starts trending out of range and can adjust before producing scrap. It means your planning team sees the actual impact of a supply delay on customer commitments and can make informed decisions about expediting or communication. It means your maintenance group schedules work based on actual equipment condition rather than calendar intervals or waiting for failures.
Building systems that deliver this level of visibility requires understanding manufacturing operations at a detailed level. It’s not enough to know that you make products. You need to understand your process sequences, your quality control points, your material handling constraints, and the dozens of other factors that determine whether a production schedule is realistic or wishful thinking.
Making Manufacturing Systems an Asset Rather Than an Obstacle
Most manufacturers view their systems as necessary infrastructure. Something you need but wish worked better. The opportunity is to make your manufacturing systems a genuine competitive advantage. Systems that let you handle complexity your competitors can’t manage. Systems that give you the confidence to make commitments others won’t risk. Systems that reduce your operating costs while improving your quality and delivery performance.
Getting there requires different thinking about manufacturing applications. Not implementing platforms and hoping they fit. Building systems that match your operations and support the decisions your people make every day. That’s a bigger commitment than buying software, but for manufacturers competing on operational excellence, it’s the commitment that makes everything else possible.